
























די פאַקטיש פֿראגן פון CNC מאַשינינג פּראַסעסינג

פּינטלעכקייַט מאַשינינג קענען ברענגען קיין מאַנופאַקטורינג פּראָצעס צו דער ווייַטער מדרגה.עס קענען אַרבעט וואונדער פֿאַר אַפּעריישאַנאַל עפעקטיווקייַט, מינאַמייז טערנעראַונד צייט און רעדוצירן פּראָדוקציע קאָס.ווער ווייסט דאָס בעסער ווי איינער פון טשיינאַ ס הויפּט מאַניאַפאַקטשערערז פון CNC טורנינג און מילינג קאַמפּאָונאַנץ מיט 15 יאָר דערפאַרונג אונטער זיין גאַרטל?BMT האט שוין פּראַוויידינג יקסעפּשאַנאַל פּינטלעכקייַט פּאַרץ פֿאַר ינדאַסטריז זינט.
מעטשאַניקאַל פּראַסעסינג ווייבריישאַן פאַרהיטונג און קאָנטראָל:
צו עלימינירן אָדער וויקאַן די באדינגונגען וואָס פּראָדוצירן מאַשינינג ווייבריישאַן;צו פֿאַרבעסערן די דינאַמיש קעראַקטעריסטיקס פון דעם פּראָצעס סיסטעם צו פֿאַרבעסערן די פעסטקייַט פון די פּראָצעס סיסטעם מיט אַ פאַרשיידנקייַט פון ווייבריישאַן דאַמפּינג דעוויסעס
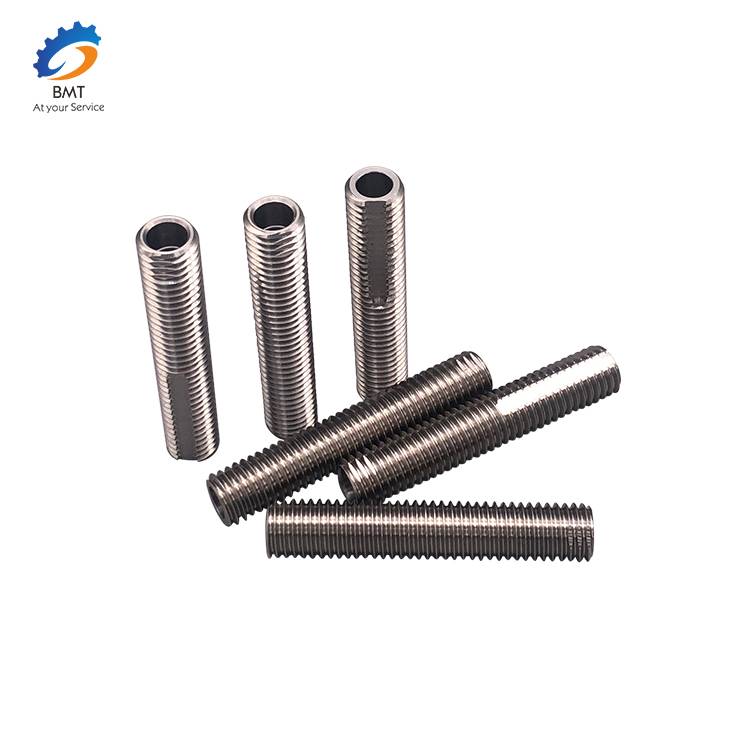
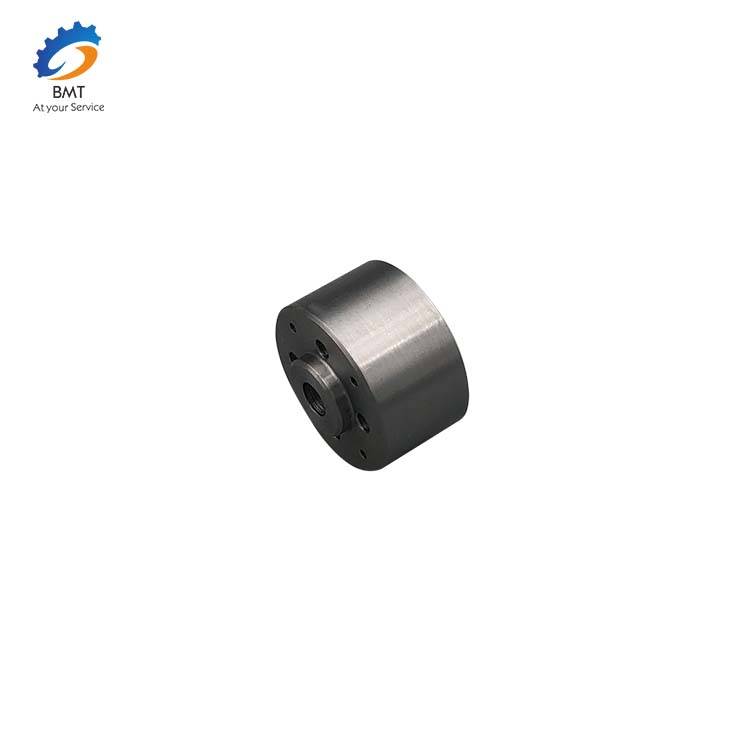
פּראָדוקט באַשרייַבונג






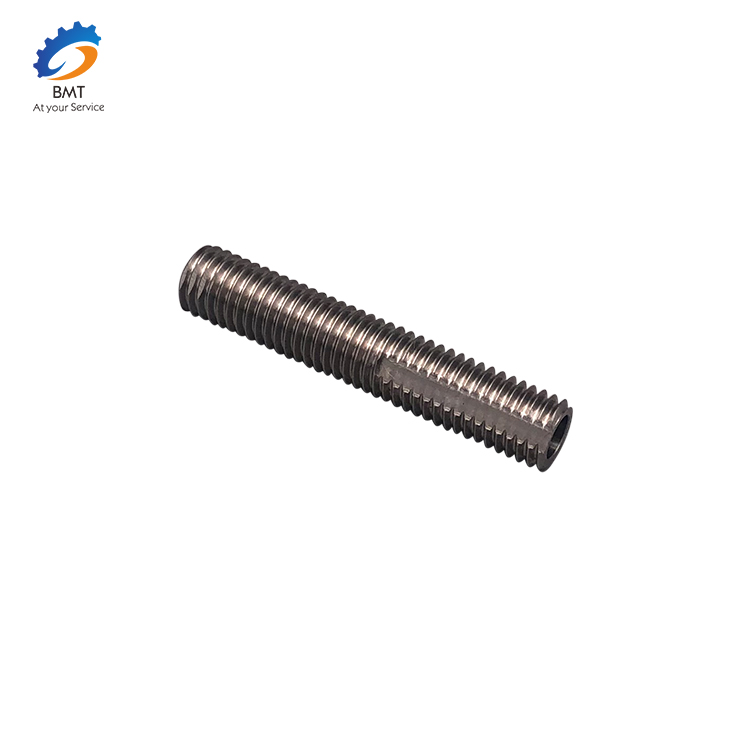




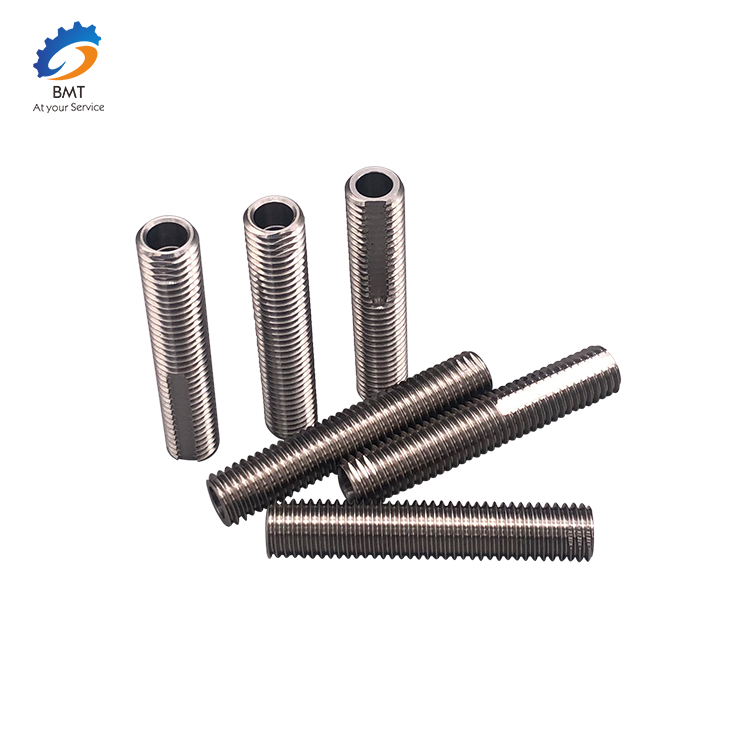













פארוואס קלייַבן אונדזער CNC מאַשינד פּאַרץ?


פּראָסט בענטשמאַרק סעלעקציע פּרינציפּ?פּרינציפּ פון פייַן בענטשמאַרק סעלעקציע?
גראָב בענטשמאַרק:
1. דער פּרינציפּ פון ינשורינג קעגנצייַטיק שטעלע באדערפענישן;
2. דער פּרינציפּ פון ינשורינג די גלייַך פאַרשפּרייטונג פון מאַשינינג פּענסיע פון מאַשינינג ייבערפלאַך;
3. דער פּרינציפּ פון באַקוועם וואָרקפּיעסע קלאַמפּינג;
4. דער פּרינציפּ אַז גראָב דאַטום זאָל נישט זיין ריוזד אין אַלגעמיין
פיין בענטשמאַרק:
1. פּרינציפּ פון דאַטום אָוווערלאַפּ;
2. יונאַפייד בענטשמאַרק פּרינציפּ;
3. קעגנצייַטיק בענטשמאַרק פּרינציפּ;
4. זיך-סערווינג בענטשמאַרק פּרינציפּ;
5. גרינג צו קלאַמערן פּרינציפּ.


וואָס זענען די פּרינציפּן פון פּראָצעס סיקוואַנס?
אַ) ערשטער פּראָצעס דאַטום מדרגה, און דעמאָלט פּראָצעס אנדערע סערפאַסיז;
ב) אין העלפט די קאַסעס, די ייבערפלאַך איז פּראַסעסט ערשטער, און דעמאָלט די לאָך איז פּראַסעסט;
ג) די הויפּט ייבערפלאַך איז פּראַסעסט ערשטער, און די צווייטיק ייבערפלאַך איז פּראַסעסט שפּעטער;
ד) צולייגן ראָוגינג פּראָצעס ערשטער, דעמאָלט פינישינג פּראָצעס.
ווי צו טיילן די פּראַסעסינג בינע?וואָס זענען די בענעפיץ פון דיוויידינג פּראַסעסינג סטאַגעס?
פּראַסעסינג בינע אָפּטייל:
1) פּראָסט מאַשינינג בינע
2) האַלב-פינישינג בינע
3) פינישינג בינע
4) פּרעסיסיאָן פינישינג בינע

עס קענען ענשור גענוג צייט צו עלימינירן די טערמאַל דיפאָרמיישאַן און די ריזידזשואַל דרוק געפֿירט דורך פּראָסט מאַשינינג, אַזוי צו פֿאַרבעסערן די אַקיעראַסי פון סאַבסאַקוואַנט מאַשינינג.אין דערצו, אין דער פּראָסט פּראַסעסינג בינע געפונען ליידיק חסרונות טאָן ניט האָבן צו זיין פּראַסעסט אין דער ווייַטער בינע פון פּראַסעסינג, צו ויסמייַדן וויסט.אין דערצו, די גלייַך נוצן פון ויסריכט, נידעריק פּינטלעכקייַט מאַשין מכשירים פֿאַר פּראָסט מאַשינינג פּינטלעכקייַט מאַשין מכשירים פֿאַר פינישינג, אין סדר צו טייַנען די פּינטלעכקייַט מדרגה פון פּינטלעכקייַט מאַשין מכשירים;גלייַך אָרדענונג פון מענטש רעסורסן, הויך-טעק טוערס ספּעשאַלייזינג אין פּינטלעכקייַט הינטער-פּינטלעכקייַט פּראַסעסינג, וואָס איז זייער וויכטיק צו ענשור די קוואַליטעט פון פּראָדוקטן, פֿאַרבעסערן די מדרגה פון טעכנאָלאָגיע.