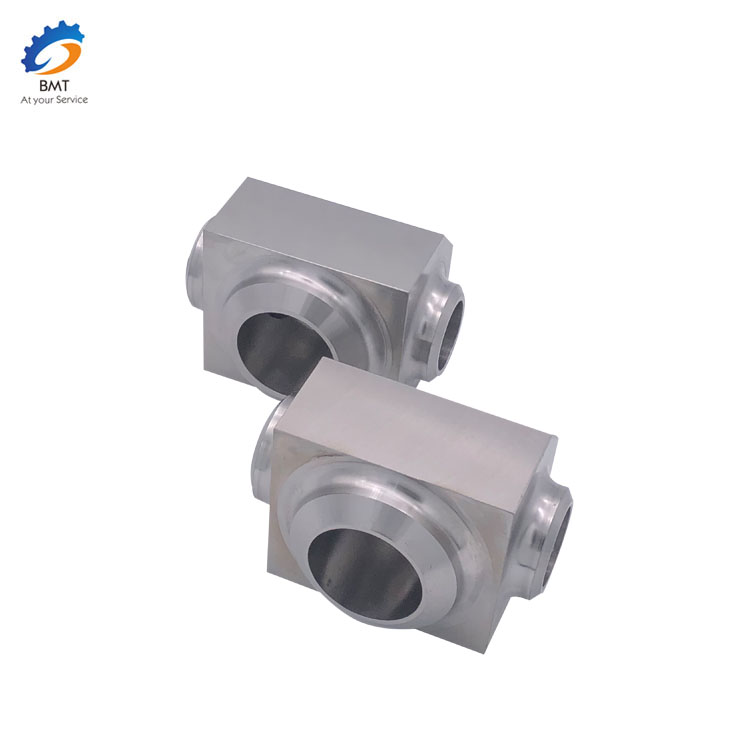
קנק אַוטאָ פּאַרץ פאַכמאַן מאַנופאַקטורער
BMT איז ספּעשאַלייזד אין פּינטלעכקייַט מאַשינינג, ניט-נאָרמאַל פּאַרץ פּראַסעסינג, קנק פאַרנעם פּאַרץ פּראַסעסינג, נומעריקאַל קאָנטראָל מאַשין טיילן פּראַסעסינג, פּעקל טיטאַניום צומיש אין הויך פּינטלעכקייַט פּאַרץ פּראַסעסינג, שטיל פּאַרץ פּראַסעסינג, סעמיקאַנדאַקטער עקוויפּמענט פּאַרץ פּראַסעסינג, עטק, האט אַ רייַך דערפאַרונג, יקוויפּט. מיט קנק מאַשינינג צענטער, קנק ליידז, דראָט קאַטינג, מילינג מאַשין, גרינדינג מאַשין, קאַרווד, דריי קאָואָרדאַנאַץ מעסטן קיילע, הייך מעסטן קיילע און אנדערע הויך פּינטלעכקייַט פּראָדוקציע און דיטעקשאַן ויסריכט.

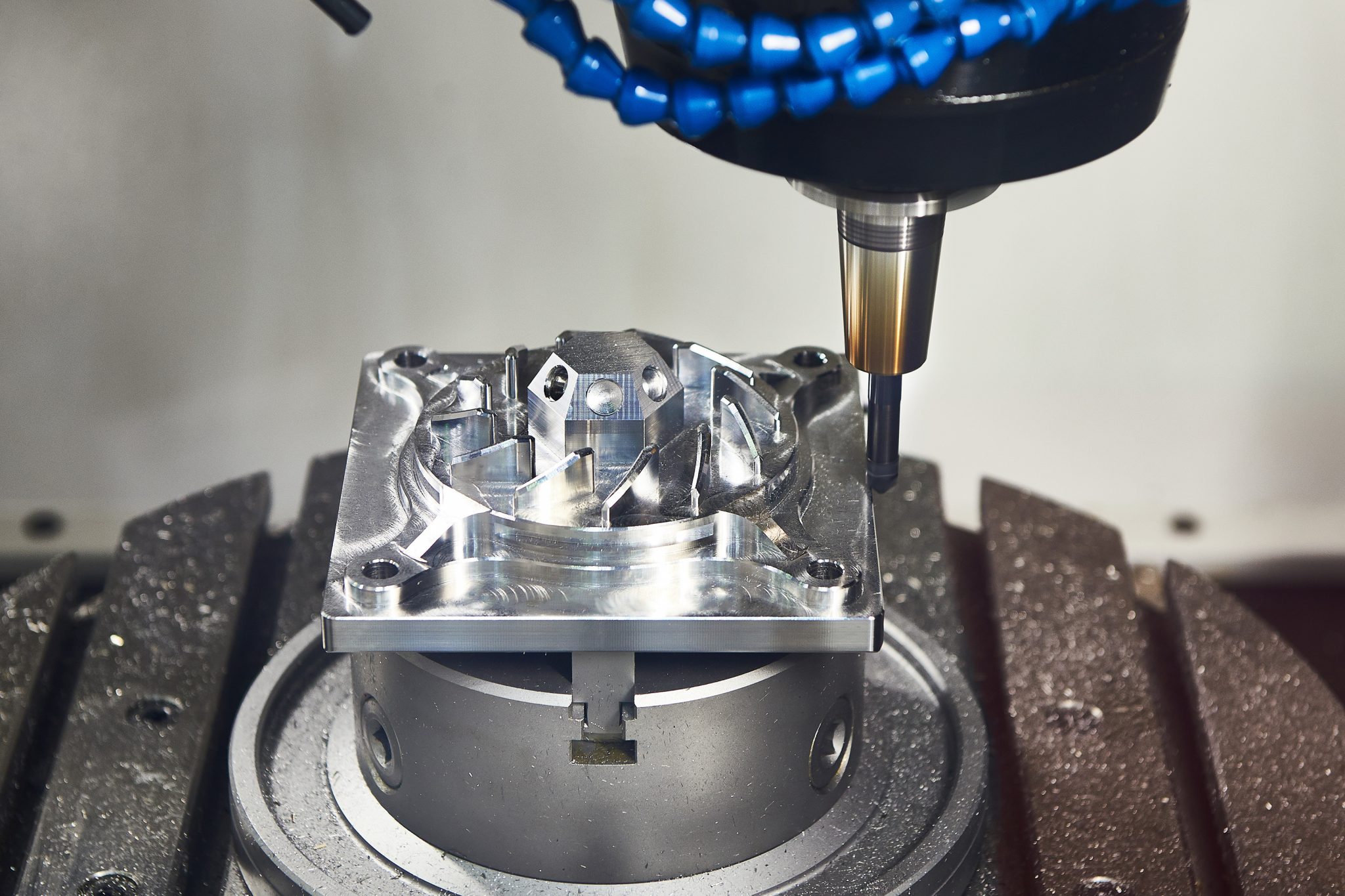
1. פונאַנדערקלייַבן די פּראַסעסינג דראַווינגס און באַשליסן די פּראַסעסינג פּראָצעס
לויט צו די פּראַסעסינג דראַווינגס צוגעשטעלט דורך דער קונה, דער פּראָצעס פּערסאַנעל קענען פונאַנדערקלייַבן די פאָרעם, דימענשאַנאַל אַקיעראַסי, ייבערפלאַך ראַפנאַס, וואָרקפּיעסע מאַטעריאַל, ליידיק טיפּ און היץ באַהאַנדלונג צושטאַנד פון די טיילן, און דעמאָלט אויסקלייַבן די מאַשין געצייַג, געצייַג, באַשטימען די פּאַזישאַנינג קלאַמפּינג מיטל, פּראַסעסינג אופֿן, פּראַסעסינג סיקוואַנס און די גרייס פון די קאַטינג דאָוסאַדזש. אין דעם פּראָצעס פון דיטערמאַנינג די מאַשינינג פּראָצעס, די באַפֿעל פֿונקציע פון די CNC מאַשין געצייַג זאָל זיין גאָר באַטראַכט, געבן פול שפּיל צו די עפעקטיווקייַט פון די מאַשין געצייַג, אַזוי אַז די פּראַסעסינג מאַרשרוט איז גלייַך, ווייניקערע מעסער צייט און קורץ פּראַסעסינג צייט.

2. רעכענען די קאָואָרדאַנאַט ווערט פון די געצייַג דרך דרך גלייַך
לויט די דזשיאַמעטריק גרייס פון די מאַשינינג טייל און די שטעלן פּראָגראַממינג קאָואָרדאַנאַט סיסטעם, די באַוועגונג וועג פון די צענטער פון די קאַטער מאַרשרוט איז קאַלקיאַלייטיד, און אַלע די דאַטן פון די קאַטער שטעלע זענען באקומען. אַלגעמיינע קנק סיסטעם האט די פֿונקציע פון לינעאַר ינטערפּאָלאַטיאָן און קייַלעכיק ינטערפּאָלאַטיאָן, פֿאַר לעפיערעך פּשוט פּלאַנער פאָרעם טיילן, אַזאַ ווי פּאַרץ פון שורה און קרייַזבויגן קאַנטור מאַשינינג, נאָר דאַרפֿן צו רעכענען די דזשיאַמעטריק יסודות פון סטאַרטינג פונט און סוף פונט, די קייַלעכיק קרייַזבויגן ( אָדער די קייַלעכיק קרייַזבויגן ראַדיוס), צוויי דזשיאַמעטריק עלעמענט ינטערסעקשאַן פונט אָדער טאַנגינג פונט קאָואָרדאַנאַט וואַלועס. אויב די nc סיסטעם טוט נישט האָבן די געצייַג פאַרגיטיקונג פֿונקציע, די קאָואָרדאַנאַט ווערט פון די געצייַג צענטער טרייַעקטאָריע זאָל זיין קאַלקיאַלייטיד. פֿאַר די פּאַרץ מיט קאָמפּלעקס פאָרעם (אַזאַ ווי די טיילן וואָס זענען פארפאסט פון ניט-קייַלעכיק ויסבייג און ייבערפלאַך), עס איז נייטיק צו נוצן די גלייַך שורה אָפּשניט (אָדער קרייַזבויגן אָפּשניט) צו דערנענטערן די פאַקטיש ויסבייג אָדער ייבערפלאַך, און רעכענען די קאָואָרדאַנאַט ווערט פון זייַן נאָודז לויט די פארלאנגט מאַשינינג אַקיעראַסי.
3. שרייב קנק מאַשינינג פּראָגראַם פֿאַר פּאַרץ
לויט די פּאַרץ פון די מעסער מאַרשרוט צו רעכענען די דאַטן דרך פון די געצייַג און די פּראָצעס פּאַראַמעטערס זענען באשלאסן און אַגזיליערי קאַמף, פּראָגראַממינג פּערסאַנעל קענען זיין אין לויט מיט די נוצן פון די נומעריקאַל קאָנטראָל סיסטעם סטיפּיאַלייטיד אין די פאַנגקשאַנאַל ינסטראַקשאַנז און פּראָגראַם פֿאָרמאַט, אָפּטיילונג דורך אָפּטיילונג צו שרייַבן די פּאַרץ פון די פּראַסעסינג פּראָגראַם. אכטונג זאָל זיין באַצאָלט צו: ערשטער, די סטאַנדערדיזיישאַן פון פּראָגראַם שרייבן זאָל זיין גרינג צו אויסדריקן און יבערגעבן; רגע, אין די נוצן פון קנק מאַשין געצייַג פאָרשטעלונג און ינסטראַקשאַנז אויף דער באזע פון פול פאַמיליעראַטי, די לימעד פון די נוצן פון סקילז, פּראָגראַממינג סקילז.






