






"אויפֿנרעכט, כידעש, שטרענגקייַט און עפעקטיווקייַט" וואָלט זיין די פּערסיסטענט פאָרשטעלונג פון אונדזער קאָרפּאָראַציע צו די לאַנג-טערמין צו פאַרלייגן צוזאַמען מיט קאַסטאַמערז פֿאַר קעגנצייַטיק קעגנצייַטיק גיינ אַף און קעגנצייַטיק נוץ פֿאַר נידעריק מאָק פֿאַר טשיינאַ אָעם מנהג קנק מאַשינינג מעטאַל פּאַרץ אַלומינום ומבאַפלעקט שטאָל קנק מאַשין פּאַרץ, אין אונדזער פירמע מיט גוט קוואַליטעט טכילעס ווי אונדזער דעוויז, מיר פּראָדוצירן סחורה וואָס זענען לעגאַמרע געמאכט אין יאַפּאַן, פון מאַטעריאַלס ייַנשאַפונג צו פּראַסעסינג. דאָס ינייבאַלז זיי צו זיין געוויינט מיט זיכער שלום פון גייַסט.
"אויפֿנשאַפֿט, כידעש, שטרענגקייַט, און עפיקאַסי" וואָלט זיין די פּערסיסטענט פאָרשטעלונג פון אונדזער קאָרפּאָראַציע צו די לאַנג-טערמין צו פאַרלייגן קאַלעקטיוולי מיט קאַסטאַמערז פֿאַר קעגנצייַטיק קעגנצייַטיק קעגנצייַטיק נוץ פֿאַרטשיינאַ סטיל, שטאָל פּאַרץ, מיר האָבן אַ באָקע סאַלעס מאַנשאַפֿט, זיי האָבן מאַסטערד די בעסטער טעכנאָלאָגיע און מאַנופאַקטורינג פּראַסעסאַז, האָבן יאָרן פון דערפאַרונג אין פרעמד האַנדל פארקויפונג, מיט קאַסטאַמערז קענען סימלאַסלי יבערגעבן און אַקיעראַטלי פֿאַרשטיין די פאַקטיש באדערפענישן פון קאַסטאַמערז, צושטעלן קאַסטאַמערז מיט פערזענליכען דינסט און יינציק סחורה.
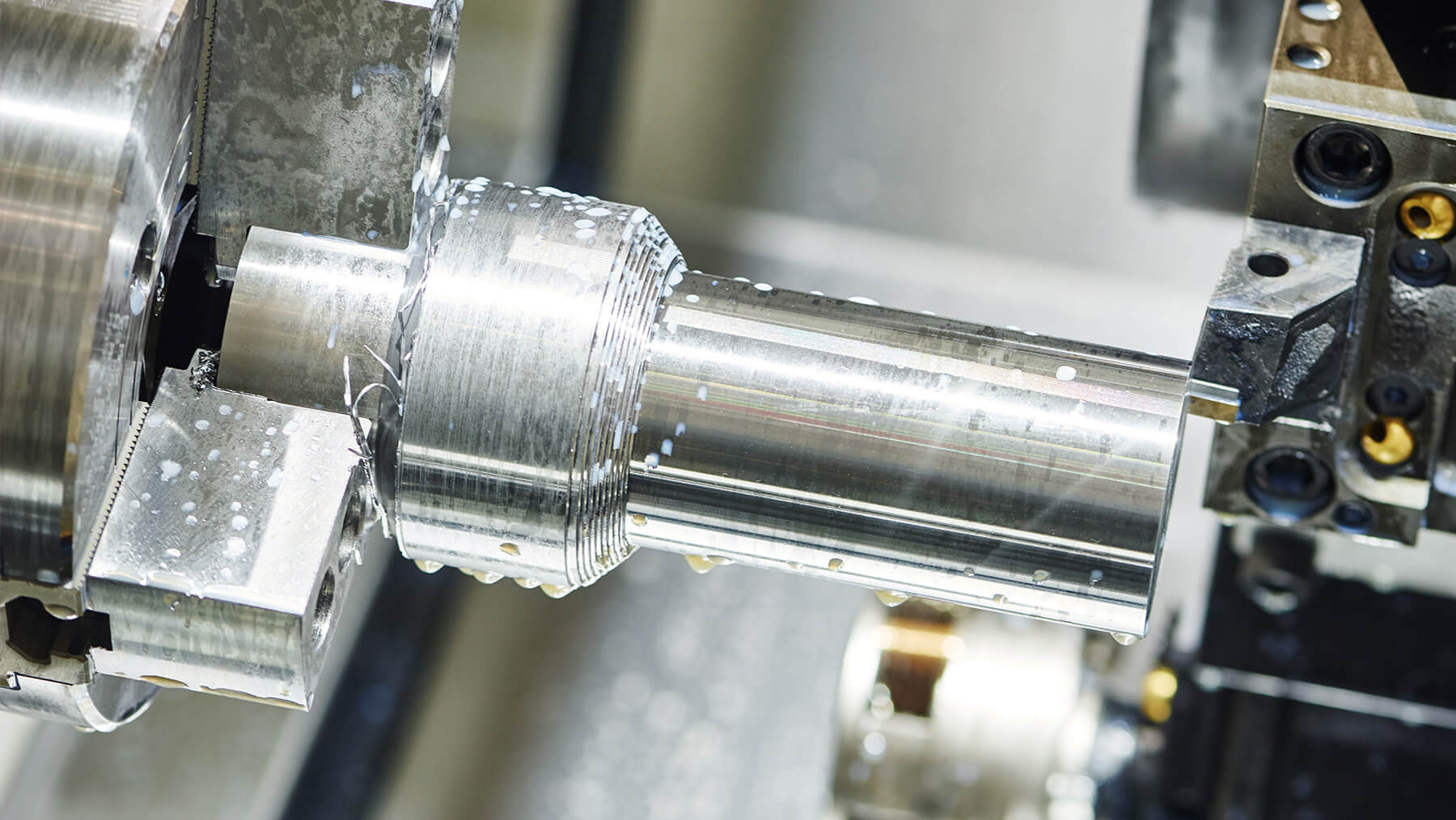
אָעם מאַשינינג סערוויס פֿון BMT
די סטעפּס פון גרינדן דימאַשינינגפּראָצעס פּראָצעדור
1) רעכענען די יערלעך פּראָדוקציע פּראָגראַם און באַשטימען די פּראָדוקציע טיפּ.
2) אַנאַליסיס טייל צייכענונג און פּראָדוקט פֿאַרזאַמלונג צייכענונג, און פּראָצעס אַנאַליסיס פון טיילן.
3) אויסקלייַבן בלאַנקס.
4) פאָרמולירן דעם פּראָצעס מאַרשרוט.
5) באַשטימען די מאַשינינג פּענסיע פון יעדער פּראָצעס, רעכענען די פּראָצעס גרייס און טאָלעראַנץ.
6) באַשטימען די ויסריכט און מכשירים, פיקסטשערז, מעסטן מכשירים און אַגזיליערי מכשירים געניצט אין יעדער פּראָצעס.
7) באַשטימען קאַטינג דאָוסאַדזש און צייט קוואָטע.
8) באַשטימען די טעכניש באדערפענישן און דורכקוק מעטהאָדס פון יעדער הויפּט פּראָצעס.
9) פּלאָמבירן די פּראָצעס דאָקומענטן.
אין דעם פּראָצעס פון מאכן טעקנאַלאַדזשיקאַל פּראָוסידזשערז, עס איז אָפט נייטיק צו סטרויערן די אינהאַלט וואָס איז פּרילימאַנערי באשלאסן אין פראָנט, צו פֿאַרבעסערן עקאָנאָמיש בענעפיץ. אין דעם פּראָצעס פון ימפּלאַמענינג די פּראָצעס פּראָוסידזשערז, עס קען זיין אַן אומגעריכט סיטואַציע, אַזאַ ווי די ענדערונג פון פּראָדוקציע טנאָים, די הקדמה פון נייַע טעכנאָלאָגיע, נייַע טעכנאָלאָגיע, די אַפּלאַקיישאַן פון נייַע מאַטעריאַלס, אַוואַנסירטע ויסריכט, אאז"ו ו, אַלע דאַרפן בייַצייַטיק רעוויזיע און פֿאַרבעסערונג פון דעם פּראָצעס פּראָוסידזשערז.


מאַשינינג טעות רעפערס צו דער גראַד פון דיווייישאַן צווישן די פאַקטיש דזשיאַמעטריק פּאַראַמעטערס (דזשיאַמעטריק גרייס, דזשיאַמעטריק פאָרעם און קעגנצייַטיק שטעלע) און די ידעאַל דזשיאַמעטריק פּאַראַמעטערס נאָך מאַשינינג. נאָך מאַשינינג, דער גראַד פון קאַנפאָרמאַטי צווישן די פאַקטיש דזשיאַמעטריק פּאַראַמעטערס און די ידעאַל דזשיאַמעטריק פּאַראַמעטערס איז די מאַשינינג אַקיעראַסי. דער קלענערער די מאַשינינג טעות, די העכער די גראַד פון קאַנפאָרמאַטי, די העכער די מאַשינינג אַקיעראַסי. מאַשינינג פּינטלעכקייַט און מאַשינינג טעות זענען צוויי פאָרמיוליישאַנז פון דער זעלביקער פּראָבלעם. דעריבער, די גרייס פון די פּראַסעסינג טעות ריפלעקס די פּראַסעסינג אַקיעראַסי.
1. מאַשין טול מאַנופאַקטורינג טעות מאַשין טול מאַנופאַקטורינג טעות דער הויפּט כולל די שפּינדל ראָוטיישאַן טעות, פירן רעלס טעות און טראַנסמיסיע קייט טעות. די שפּינדל ראָוטיישאַן טעות רעפערס צו די פאַקטיש שפּינדל ראָוטיישאַן אַקס פון יעדער מאָמענט קאָרעוו צו זייַן דורכשניטלעך ראָוטיישאַן אַקס פון די ענדערונג, עס וועט גלייַך ווירקן די פּינטלעכקייַט פון די וואָרקפּיעסע פּראַסעסט. די הויפּט סיבות פֿאַר די שפּינדל ראָוטיישאַן טעות זענען די קאָואַקסיאַליטי טעות פון די שפּינדל, דער טעות פון די שייַכעס זיך, די קאָואַקסיאַליטי טעות צווישן די בערינגז, די שפּינדל וויינדינג, אאז"ו ו. מאַשין געצייַג טייל אויף די מאַשין געצייַג, אויך איז די דאַטום פון די מאַשין געצייַג באַוועגונג. די מאַנופאַקטורינג טעות, אַניוואַן טראָגן און ייַנמאָנטירונג קוואַליטעט פון די פירן רעלס זענען די וויכטיק סיבות וואָס פאַרשאַפן די טעות פון די פירן רעלס. טראַנסמיסיע קייט טעות רעפערס צו די קאָרעוו באַוועגונג טעות צווישן טראַנסמיסיע עלעמענטן אין ביידע ענדס פון די טראַנסמיסיע קייט. עס איז געפֿירט דורך די מאַנופאַקטורינג און פֿאַרזאַמלונג ערראָרס פון יעדער קאָמפּאָנענט לינק אין די טראַנסמיסיע קייט, ווי געזונט ווי די טראָגן און טרער אין די נוצן פּראָצעס.


2. די דזשיאַמעטריק טעות פון די געצייַג קיין געצייַג אין די קאַטינג פּראָצעס איז באַשערט צו פּראָדוצירן טראָגן, און אַזוי פאַרשאַפן די גרייס און פאָרעם פון די וואָרקפּיעסע צו טוישן. די השפּעה פון מכשירים דזשיאַמעטריק טעות אויף מאַשינינג טעות וועריז מיט פאַרשידענע מינים פון מכשירים: ווען ניצן פאַרפעסטיקט-גרייס קאַטינג מכשירים, די מאַנופאַקטורינג טעות פון די געצייַג וועט גלייַך ווירקן די מאַשינינג אַקיעראַסי פון די וואָרקפּיעסע; אָבער, פֿאַר די אַלגעמיינע געצייַג (אַזאַ ווי טורנינג געצייַג), די מאַנופאַקטורינג טעות האט קיין דירעקט ווירקונג אויף די מאַשינינג טעות. קאַלעקטיוולי מיט קאַסטאַמערז פֿאַר קעגנצייַטיק רעסיפּראָסיטי און קעגנצייַטיק נוץ פֿאַר נידעריק מאָק פֿאַר טשיינאַ אָעם מנהג קנק מאַשינינג מעטאַל פּאַרץ אַלומינום ומבאַפלעקט שטאָל קנק מאַשין פּאַרץ, אין אונדזער פירמע מיט גוט קוואַליטעט טכילעס ווי אונדזער דעוויז, מיר פּראָדוצירן סחורה וואָס זענען לעגאַמרע געמאכט אין יאַפּאַן, פֿון מאַטעריאַלס ייַנשאַפונג צו פּראַסעסינג. דאָס ינייבאַלז זיי צו זיין געוויינט מיט זיכער שלום פון גייַסט.
נידעריק MOQ פֿאַרטשיינאַ סטיל, שטאָל פּאַרץ, מיר האָבן אַ באָקע סאַלעס מאַנשאַפֿט, זיי האָבן מאַסטערד די בעסטער טעכנאָלאָגיע און מאַנופאַקטורינג פּראַסעסאַז, האָבן יאָרן פון דערפאַרונג אין פרעמד האַנדל פארקויפונג, מיט קאַסטאַמערז קענען סימלאַסלי יבערגעבן און אַקיעראַטלי פֿאַרשטיין די פאַקטיש באדערפענישן פון קאַסטאַמערז, צושטעלן קאַסטאַמערז מיט פערזענליכען דינסט און יינציק סחורה.





