








ווי זענען די דין-וואָלד פּאַרץ געשאפן?

מעטאַל ספּיננינג איז אַ סאַמעטריקאַל ראָוטיישאַנאַל פאָרמינג פּראָצעס פֿאַר בויגן מעטאַל. די שפּינדל דרייווז די פּוסט און די פורעם האַרץ צו דרייען, און די דריי ראָד אַפּלייז דרוק צו די ראָוטייטינג פּוסט. רעכט צו דער דריי-באַוועגונג פון די הויפּט שטיל פון די ספּיננינג מאַשין און די לאַנדזשאַטודאַנאַל און טראַנזווערס קאָרמען באַוועגונג פון די געצייַג, די היגע פּלאַסטיק דיפאָרמיישאַן ביסלעכווייַז יקספּאַנדז צו די גאנצע פּוסט, און דערמיט באַקומען פאַרשידן שאַפּעס פון פּוסט ראָוטייטינג גוף טיילן.
פּראָצעס פּרייַז: פורעם פּרייַז (נידעריק), איין שטיק פּרייַז (מיטל)
טיפּיש פּראָדוקטן: מעבל, לאַמפּס, אַעראָספּאַסע, טראַנספּערטיישאַן, טייבאַלווער, צירונג, עטק.
טראָגן פּאַסיק: קליין און מיטל פּעקל פּראָדוקציע


ייבערפלאַך קוואַליטעט:
ייבערפלאַך קוואַליטעט איז לאַרגעלי אָפענגיק אויף אָפּעראַטאָר סקילז און פּראָדוקציע גיכקייַט
מאַשינינג גיכקייַט: מעסיק צו הויך פּראָדוקציע גיכקייַט, דיפּענדינג אויף טייל גרייס, קאַמפּלעקסיטי און בויגן מעטאַל גרעב
אָנווענדלעך מאַטעריאַלס:
פּאַסיק פֿאַר וואַרעם מעטאַל שיץ אַזאַ ווי ומבאַפלעקט שטאָל, מעש, קופּער, אַלומינום, טיטאַניום, עטק.
פּלאַן קאָנסידעראַטיאָנס:
1. מעטאַל ספּיננינג איז בלויז פּאַסיק פֿאַר די פּראָדוצירן פון ראָוטיישאַנאַל סאַמעטריקאַל טיילן, און די מערסט ידעאַל פאָרעם איז העמיספעריקאַל דין-שאָל מעטאַל טיילן;
2. פֿאַר פּאַרץ געשאפן דורך מעטאַל ספּיננינג, די ינערלעך דיאַמעטער זאָל זיין קאַנטראָולד ין 2.5 ם.

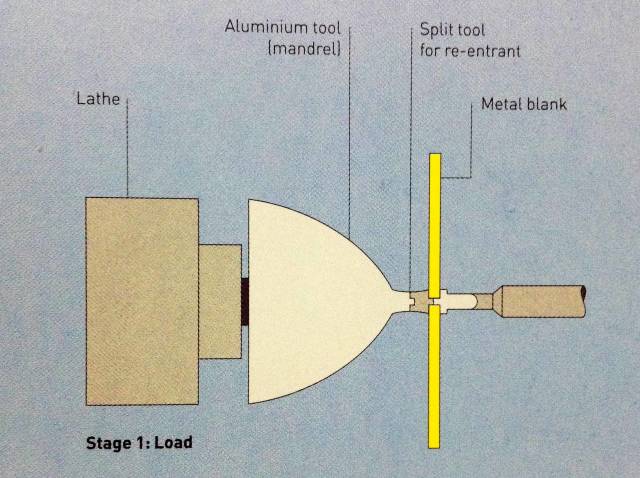
שריט 1: פאַרריכטן די שנייַדן קייַלעכיק מעטאַל בויגן אויף די מאַשין מאַנדרעל.
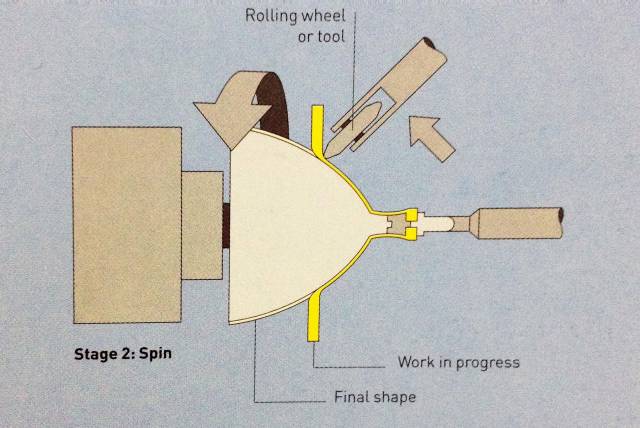
שריט 2: די מאַנדרעל דרייווז די קייַלעכיק מעטאַל טעלער צו דרייען אין אַ הויך גיכקייַט, און די געצייַג מיט די ראַנער הייבט צו דריקן די מעטאַל ייבערפלאַך ביז די מעטאַל טעלער גאָר פיץ די ינער וואַנט פון די פורעם.
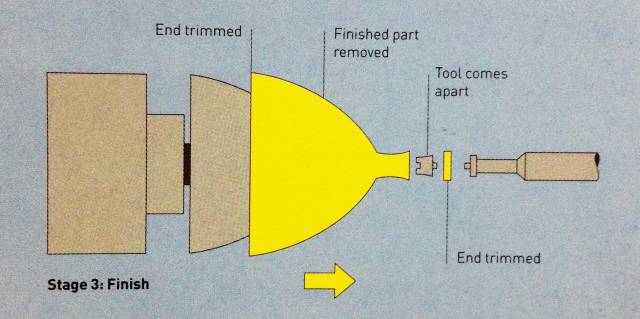
טרעטן 3: נאָך מאָלדינג איז גאַנץ, די מאַנדרעל איז אַוועקגענומען און די שפּיץ און דנאָ פון די טייל זענען שנייַדן אַוועק פֿאַר דעמאָולדינג.
שיקן דיין אָנזאָג צו אונדז:
-

אַלומינום קנק מאַשינינג פּאַרץ
-

אַלומינום שיט מעטאַל פאַבריקיישאַן
-

אַקס הויך פּרעסיסיאָן קנק מאַשינינג פּאַרץ
-

קנק מאַשינד פּאַרץ פֿאַר איטאליע
-

קנק מאַשינינג אַלומינום פּאַרץ
-

אַוטאָ פּאַרץ מאַשינינג
-

טיטאַניום צומיש פאָרגינגז
-

טיטאַניום און טיטאַניום אַללוי פיטינגז
-

טיטאַניום און טיטאַניום צומיש פאָרגינגז
-

טיטאַניום און טיטאַניום אַללוי ווירעס
-

טיטאַניום באַרס
-

טיטאַניום סימלאַס פּייפּס / טובז
-

טיטאַניום וועלדעד פּייפּס / טובז